
在注塑过程中,延迟阀和速度该怎么配合?今天我们一起看看这个案例。这样的产品是汽车后保险杠,它是有很多浇口,用延迟顺序阀方式射胶的这个工艺,这样的产品它的浇口有9个,从中间一个,然后往两边分别排了4个,这样的产品有可能会出现的问题还是蛮多的,像什么虎皮纹,流纹,气纹,尺寸问题,今天刚才那一些问题不讲,我们只讲一个鼓包的问题。
这个产品后面会喷漆,但是喷漆以后会发现一个问题是鼓包,表面又像田垄一样的鼓包,后来我们得知这是什么原因呢?
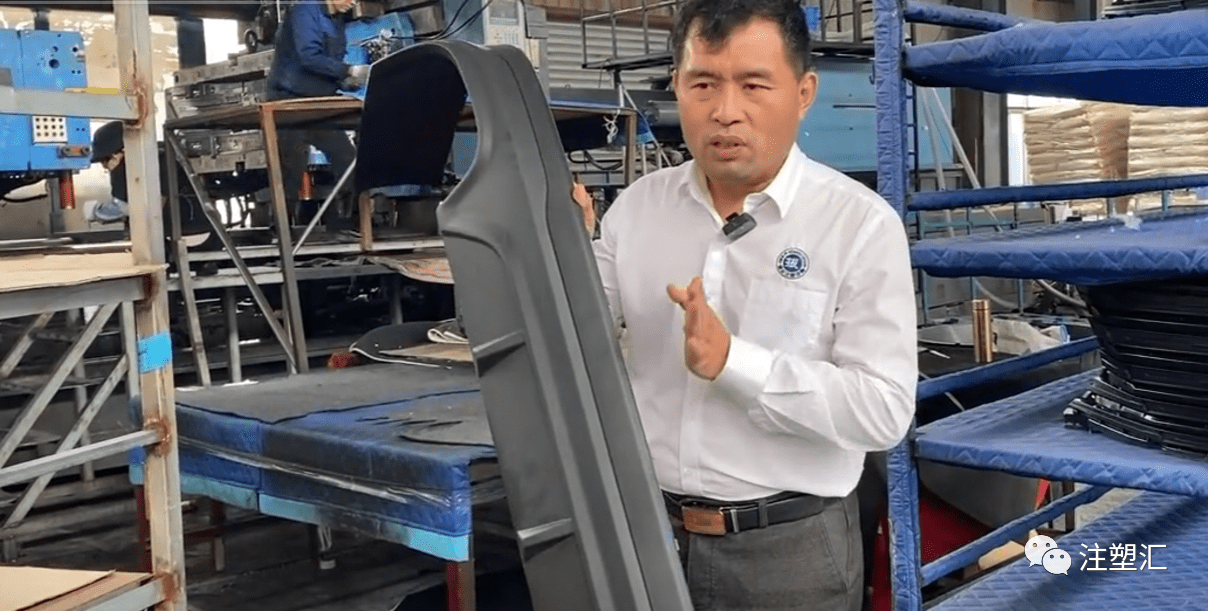
这是两股不同的料流形成的结合线部位的鼓包,那你可能会问,既然是延迟房怎么会有接合线?
对,延迟阀是没有结合线的,中间那个阀先打开,第二个后打开,当第一个阀的料走到这里以后,过了第二个阀针,那第二个阀针再打开,然后同样道理,第三个第四个。
鼓包的位置发生在边缘地区,也就是说最后一个阀针打开以后,和前面的料会形成一个在心部的结合线,不是表面,而是心部的结合线上,这个结合线反映在表面就会有鼓包,那这个鼓包怎么办的?
这个办法和常规的其他的产品的调法是不一样的,我们用的办法是纯粹的注塑工艺。
具体来说,要想解决这起鼓问题,它的方案核心是降低这个射胶速度。对于鼓包缺陷附近,我们要降低射胶速度,具体来说整个产品,如有出现鼓包,是在后半段。
那前半段,不容易出现鼓包缺陷,我们速度也高些,一般来说像这样的产品PP料,壁厚大概在2.7到3.0之间,那我们模温大概是20到30度,料温是230度,那射速在前70%,从这里到这里前70%,我们射速控制在30%-40%之间。
那到后半段有可能会出现鼓包的地方,那射速就控制在5%-10%之间,如果鼓包比较厉害,那速度就要低一些,比如说5%,如果鼓包不厉害,那射速可以再高一些,比如说那就是10%的射速,那这样用低射速能减轻鼓包的缺陷,那刚才我们介绍的就是这样的产品鼓包缺陷的调整方向,你明白了吗?注塑工厂有疑问就找杨建宏。
声明:本文由入驻搜狐公众平台的作者撰写,除搜狐官方账号外,观点仅代表作者本人,不代表搜狐立场。
 中文
中文
 English
English
